As the solar industry rapidly adopts n-type TOPCon technology for its impressive initial efficiencies, a critical reliability concern is coming into focus: Ultraviolet (UV)-induced degradation (UVID). While manufacturers have raced to bring these high-performance modules to market, the long-term durability of their output is now under scrutiny.
This article, drawing on insights and data from UL Solutions, provides a clear assessment of UVID, its impact on n-TOPCon and other advanced PV cells, and the financial risks facing the entire solar value chain.
The Rise of n-TOPCon and a New Challenge
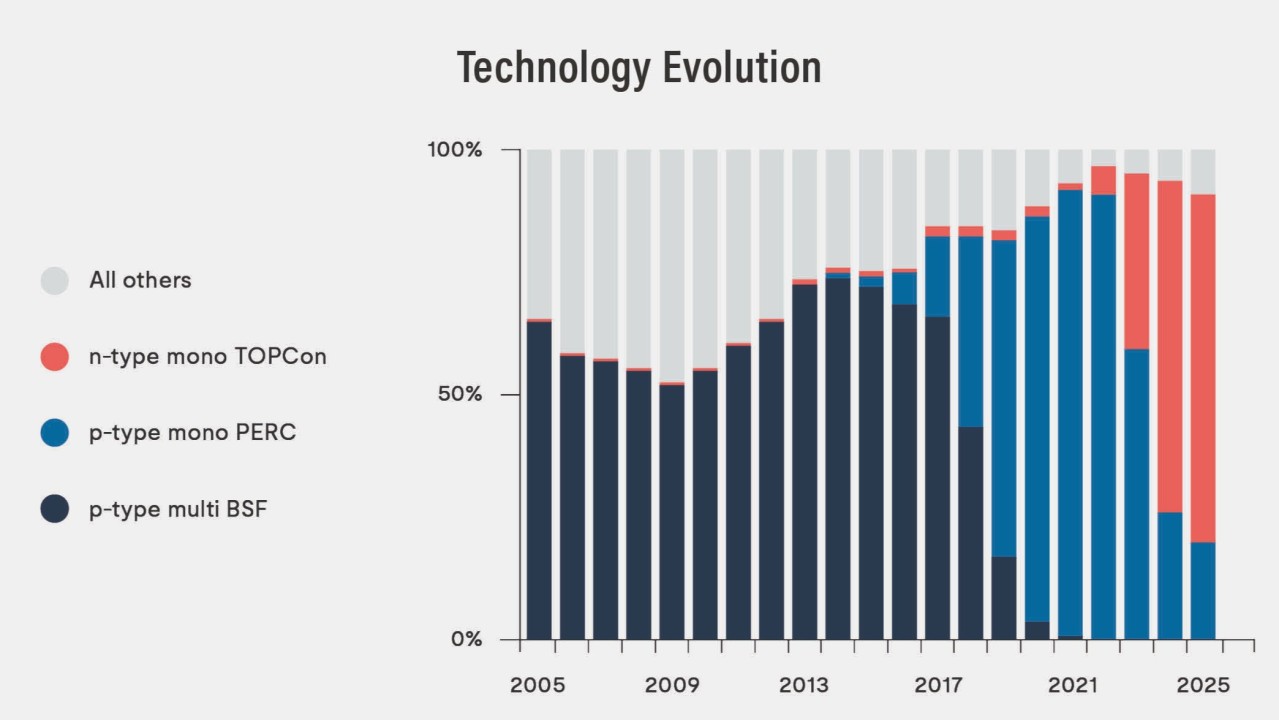
In recent years, n-type PV technologies have surged from virtually 0% of the market to a share of nearly 70%, largely displacing p-type PERC cells. The value proposition is clear: high initial power ratings are a competitive advantage for manufacturers.
However, this benefit only extends to consumers if the module's degradation over time is minimal and predictable. While n-TOPCon delivers on initial efficiency, its long-term performance is raising questions. Scientific literature indicates that n-TOPCon carries risks related to damp heat (DH), potential-induced degradation (PID), and, most significantly, UVID.
What is UVID and Why is it a Problem?
First identified in 2016, UVID is the irreversible breakdown of the "tunnel oxide" passivation and anti-reflective coating layers on a PV cell's surfaces caused by UV light. This damage creates recombination centers where electrons and holes pair up, generating heat instead of electricity and permanently reducing the cell's efficiency.
The impact can be severe, leading to a relative power degradation of 1% to 17% within the equivalent of the first few years of outdoor operation. Because manufacturers are compensated based on initial flash test data, UVID has introduced a significant risk primarily for buyers, potentially eliminating the very efficiency advantage the technology was chosen for.
Which technologies are susceptible?
Any PV cell technology that uses dielectric passivation layers (like SiO2 or Al2O3) combined with anti-reflective coatings (like SiNx) is at risk. This includes:
- n-TOPCon (the current market focus)
- Certain p-PERC cells
- n-HJT (Heterojunction)
- n-IBC (Interdigitated Back Contact)
- Other, less common n-type cells
Mitigating Risk: An Independent Engineering Perspective
For financiers and developers, understanding and mitigating UVID risk is critical. As an independent engineering (IE) advisor, UL Solutions recommends a multi-step approach:
- Assess the Supplier's Strategy: First, determine what steps the PV module supplier has taken to mitigate UVID risk at both the cell and module level.
- Demand Test Results: Review UVID test results from a statistically significant sample size of modules or a much larger sample of mini-modules.
- Conduct Independent Testing: The ideal approach is to have random samples from the project's actual production run independently tested. UL Solutions offers state-of-the-art testing and can witness production and sampling globally.
- Adjust Financial Models: Work with the OEM and stakeholders to determine if adjustments are needed for energy production estimates, O&M costs, and the overall levelized cost of electricity (LCOE).
While warranties may cover excessive degradation, they often don't cover the labor, reinstallation, or lost energy production costs associated with a claim, making proactive testing critically important to reduce financial risk.
Best Practices for UVID Testing
With no universal standard yet in place, testing methodologies can vary. UL Solutions is actively involved in developing the new standard (IEC TS 63624-1) and recommends the following best practices:
- Favor Larger Sample Sizes: Testing more samples increases confidence in the results.
- Use Incremental Power Measurements: UVID degradation is non-linear. Multiple measurements are needed throughout the test to observe when the degradation stabilizes, rather than just a single pre- and post-test measurement.
- Ensure Sufficient UV Exposure: While the required UV dose is still debated (most labs use 120 to 220 kWh/m²), the duration should be sufficient to show that any power loss has stabilized.
- Test Modules Under Load: The ideal test condition is with the module operating at or near its maximum power point (MPP). Testing in open-circuit conditions will not produce the same rate of degradation seen in the field.
- Conduct EL Imaging: Susceptible modules often show a "checkerboarding" pattern of light and dark cells in electroluminescence (EL) images after UVID testing.
- Consider a Post-UVID Light Soak: Some cell technologies exhibit metastability effects that can be confused with UVID. A post-test light soak can help reduce these effects on the final results.
Solving the UVID Problem
UVID is a solvable issue, but it requires diligent effort.
- At the PV Cell Level: Manufacturers can optimize the cell manufacturing process by fine-tuning nanolayer chemistries, thicknesses, and densities. This is technically complex and challenging to maintain from a quality control perspective across multiple production lines.
- At the PV Module Level: A potentially simpler solution is to incorporate UV down-converting polymer layers into the module's bill of materials (BOM). These layers convert harmful short-wavelength UV light into longer wavelengths that do not cause UVID. However, adding any new material requires extensive retesting for safety, qualification, and long-term durability.
Until a confident solution is proven, one approach is for suppliers to derate their initial power ratings to account for anticipated UVID effects, similar to how CdTe suppliers manage initial wear-in degradation.